JFE-TEC News
KTEC News
No.41 熱間圧延まま鋼板の厚さ方向の結晶方位分野のEBSD測定
“KTEC News”は、旧・川鉄テクノリサーチ(株)が年4回発行していた小冊子です。バックナンバーとして掲載しておりますが、現在お取り扱いしていない製品・サービスの場合もございますので、ご了承ください。
薄鋼板の加工のし易さの一つの尺度にランクフォード値(r値、引っ張り試験片の幅方向の対数歪みと板厚方向の対数歪みの比)があり、これが大きいと深絞り性に優れ、自動車の内・外板用に好適である。r値は鋼の結晶方位の影響を強く受け、一般に板面に平行(即ち圧延方向(RD))に{111}方位粒が多く存在するほど高い値を示すが、従来は2.4~2.6が上限であった。熱間仕上げ圧延はオーステナイト域で行われるので、比較的ランダムな集合組織となりそのままではr値は1.0未満であるが、次に冷間圧延し再結晶処理をして{111}集合組織を発達させてこの値が得られているのである。ところが熱間潤滑圧延をフェライト域で行えば{111}集合組織を発達させることが可能なことは確かめられていた。板を連続的に溶接して連続圧延している冷間では潤滑が可能であるが、熱間ではスラブ毎に圧延しているので、先尾端においてすべりや蛇行などが発生するため潤滑圧延は困難であった。
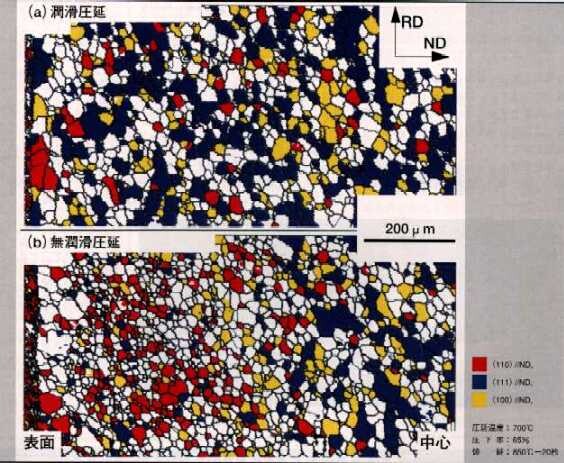
1995年5月に稼動した川崎製鉄千葉製鉄所熱間圧延工場では、世界初の完全熱間連続圧延を実現させたが、これにより熱間でも製造ラインでフェライト域潤滑圧延が可能になり、板厚方向(ND)に均一に{111}方位が形成される。この板厚方向の結晶方位の分布を直接的に確認したのが上図である。
Electron Back Scattering Diffaction(EBSD)は、後方電子散乱パターンを利用した新しい測定手法で、2次元視野内の全ての点の方位情報を直径0.2μmの解像度で短時間に測定できる。潤滑圧延したものは{111}の青色の方向が均一に多く分布しているが、無潤滑のものは表面近傍で少なくなっていることが明瞭である。
川崎製鉄では熱間潤滑圧延とその他の技術とを駆使して、r値2.94という従来にない冷間圧延鋼板を開発した。
このページに関する
お問い合わせはこちらから
- JFEテクノリサーチ株式会社 営業本部
- 0120-643-777

