JFE-TEC News
No.07「光ファイバー温度計による溶接部温度測定の高精度化」
JFE-TEC News No.07号 光ファイバー温度計による溶接部温度測定の高精度化 他 記事一覧
光ファイバー温度計による溶接部温度測定の高精度化
全文 PDF (446.4 KB)
No.07 光ファイバー温度計による溶接部温度測定の高精度化 他
光ファイバー温度計による溶接部温度測定の高精度化
溶接継手の特性評価および品質改善を行う上で溶接時の温度履歴を知ることは重要となります。溶接時の加熱温度や、冷却速度の測定には、これまで熱電対を用いてきました。しかし、シース(保護筒)付きでは応答性や精度が低く、シース無しでは、アークにより接点が溶断しやすいという問題がありました。
光ファイバー温度計とは
このような問題を解決したのが浸漬型光ファイバー温度計です。光ファイバーを溶融金属に浸漬して、先端から取り込んだ放射光を、変換器に伝送して測定を行います。溶接部に適用した場合(図1)、光ファイバーの先端が、アークやビームで溶融しても、新しい断面から放射光が取り込まれるため、温度測定を持続させることが可能です。YAGレーザー溶接への適用状況(写真)と測定結果の一例(図2)を示します。溶接時の急速加熱および冷却の温度変化がきれいなプロファイルとして測定されています。冷却時に、溶融池の影響により母材(鉄)の融点である1540℃近傍で温度が停滞する様子も明瞭にとらえられています。
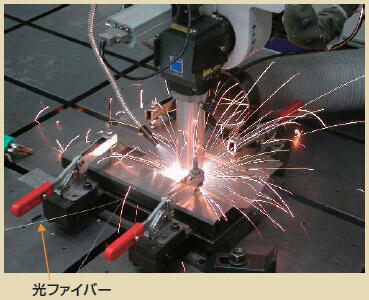
写真 YAGレーザー溶接での温度測定状況
図1 原理図

図2 測定結果の一例
開発の経緯、特長
光ファイバーによる温度計測は、もともとは、1995年ごろに製鉄所の高炉などの溶融金属を測温するために開発された技術です。JFEメカニカル(株)より、鋳造用取鍋の温度測定用として市販され、これまで100台近くが販売されています。この応用技術として、弊社はJFEメカニカル(株)と共同で、凝固冷却時も含んだ、溶接部の温度測定技術を開発・実用化してきました。この装置により、2000℃までの高温域温度測定において、精度、応答性および再現性が大幅に向上し、現在、各方面より注目されています。これまで、大学、研究機関、自動車メーカー等において、多くの適用実績が挙げられており、入熱・パス間温度制限や残留応力低減の検討、溶接変形FEM解析等を行うための基礎データの計測法として期待されています。
このページに関する
お問い合わせはこちらから
- JFEテクノリサーチ株式会社 営業総括部
- 0120-643-777

