JFE-TEC News
No.28「高性能赤外線カメラ測定技術(3)」
JFE-TEC News No.28号 電池LAB(3) 他 記事一覧
高性能赤外線カメラ測定技術(3)
全文 PDF (2.9 MB)
No.28 電池LAB(3) 他
高性能赤外線カメラ測定技術(3)~超音波加振欠陥検出装置~
超音波加振法
超音波加振は熱波動を与える一つの手段で、測定対象物に数十kHzの超音波振動を加えて欠陥部を発熱させることができます。この時に生ずる発熱量は非常に小さいので超音波の出力を周期的に変動させ、周期同調しない熱的外乱を削除するロックイン処理をし、S/N比を向上させて熱的特異点を捉えます。
積極的に熱波動を与えて熱的特異点を観察するアクティブ法は、撮影速度の速い量子型撮像素子を搭載した高性能赤外線カメラの特性を利用したものです。
発熱原理
部品のクラックや勘合不良部に超音波振動を与えると接触2面間で打撃や摩擦による発熱が生じます。また僅かながら熱弾性効果による吸発熱も周期的に生じているので、熱弾性係数に関わる物性(密度、断熱比熱、線膨張係数)に差があれば発熱むらが生じ、材質異常も検知できます。しかし、鋳物や溶接部などに発生する空孔欠陥には接触する2面がなく、この手法は適用できません。すなわち超音波加振欠陥検出には欠陥の種類による適・不適があることには注意を要します。
検出装置構成
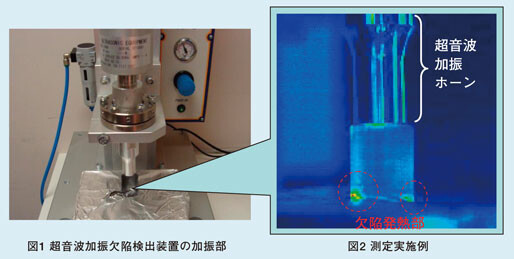
図1に超音波加振欠陥検出装置の加振部を示します。測定対象物はエアーシリンダーなどにより超音波ホーンと圧着されて加振されます。超音波の出力は関数発生器からの信号で制御されて波動状に測定対象物に与えられます。関数発生器からの信号は赤外線カメラにも同期して取込まれ、S/N比を向上させるロックイン処理に利用されます。
測定実施例
図2に電気部品の欠陥を測定した実施例を示します。両端下部付近に発熱領域が見られ、クラック性の欠陥があることが分かります。またやや発熱むらが生じており、物性値のばらつきも検出されました。
関連リンク・関連記事
このページに関する
お問い合わせはこちらから
- JFEテクノリサーチ株式会社 営業総括部
- 0120-643-777

