JFE-TEC News
No.58「【最新技術紹介】摩擦撹拌接合(FSW)で拡がる異材接合の世界」
JFE-TEC News No.58号 小特集:構造材料ソリューション 記事一覧
【最新技術紹介】摩擦撹拌接合(FSW)で拡がる異材接合の世界

全文 PDF (2.9 MB)
No.58 小特集:構造材料ソリューション
【最新技術紹介】摩擦撹拌接合(FSW)で拡がる異材接合の世界~試作から接合条件の最適化まで~
Optimization of the Joining Condition of FSW and Trial Manufacture
なぜいまこれが?
昨今のEV化、自動運転化に伴い、自動車の軽量化技術が加速しています。マルチマテリアル化に向けた接合技術の中でも摩擦撹拌接合(以下、FSW)は1990年代初頭に開発された比較的実績のある技術ですが(図1)、ツールの回転数、移動速度、ツール形状、前進角、シフト量など接合条件の項目が多く(図2)、その上、被加工材の材質やその組合せ、板厚により、最適値が変わってきます。
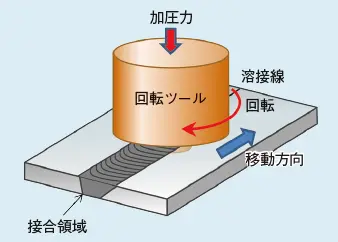
図1 FSWの模式図 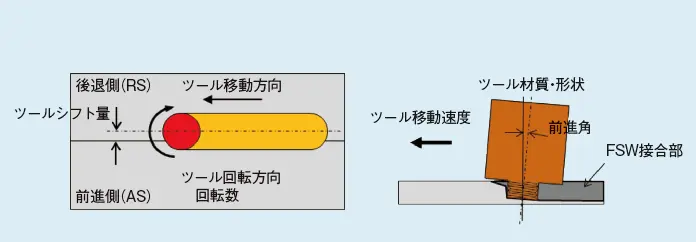
図2 FSWの接合パラメータと模式図
これがポイント!
当社では試作だけではなく、図3に示すように接合過程の素材温度、各部のひずみ、ワークの変位、ツールトルク等のオンライン測定を行い、これらの接合パラメータがFSW継手品質に及ぼす影響を調査することが可能です。具体的な接合継手部の評価方法は、機械的試験や結晶粒径、界面に生じる金属間化合物の厚さやその組成調査のほか塑性流動や内部欠陥の形成状況も調べます(図4)。
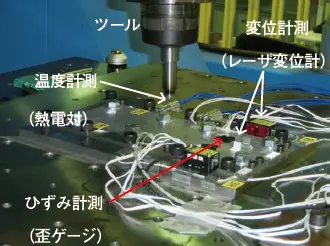
図3 接合中の各種測定状況 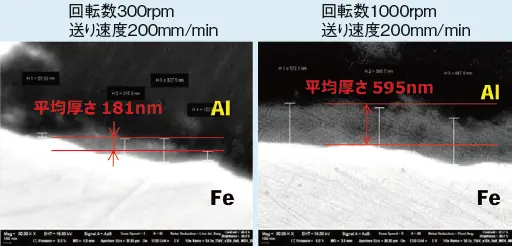
図4 ツール回転数を変化させたときの金属間化合物厚さの違い
お客様:JSOL(株)様データ掲載許諾取得済
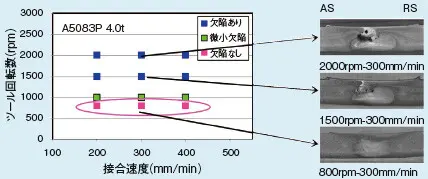
図5は一例として、ツールの回転数と接合速度を変えて接合継手部の健全性を評価したものですが、パラメータとして、素材の板厚やツールの前進角等を選ぶことも可能です。
◎被加工材の対応板厚
- アルミニウム合金 35mm(max)
- マグネシウム合金 20mm(max)
- 鉄鋼材料 12mm(max)
また、2016年に制定された「JIS Z 3608:摩擦かくはん接合-アルミニウム」の承認試験のお手伝いもさせていただきます。
アルミニウム以外の非鉄金属や鉄鋼材料との異材接合など、FSWに関することは何なりとご相談下さい。
関連リンク・関連記事
このページに関する
お問い合わせはこちらから
- JFEテクノリサーチ株式会社 営業総括部
- 0120-643-777

