磁性材料、モータ評価
モータ適用軟磁性材料評価
モータコアの磁気特性評価
局所磁気特性可視化装置に備えてある小型磁気センサを用いることにより、モータコアティース部やかしめ周辺部などの局所磁束密度・磁界強度を測定・可視化いたします。従来、測定・評価が困難だったモータ製造過程(打ち抜き、積層、巻線、固定)ごとの磁気特性をご提供いたします。
また、品質不良ステータコアの磁気特性比較やモデルモータによるモータ特性なども評価いたします。
大型モータコアの磁気測定
大型モータコアの磁気測定の特徴
実形状における大型モータコア(~φ300mm)の磁気測定は通常のリングコアに比べて巻線や測定が困難でした。
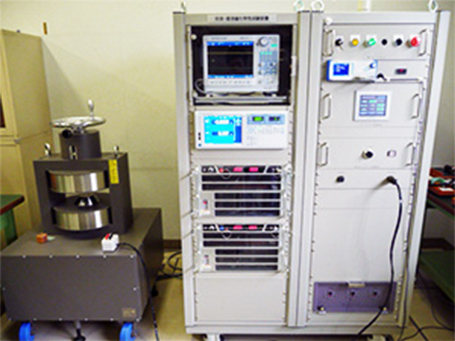
当社では様々な磁気測定技術を応用し、高出力の直流・交流磁化特性試験装置によって高周波域までの大型モータコアの磁気測定を可能にしました。車載用や発電機用など、大型モータコアの開発や品質不良サンプルの磁気測定比較のために実形状における大型モータコアの磁気特性を提供いたします。
評価内容及び測定事例
-
巻線方法
モータコアのバックヨーク部分に、励磁用1次コイルおよび検出用2次コイルを巻線します。
-
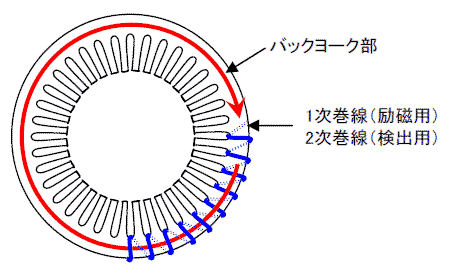
巻線模式図
-
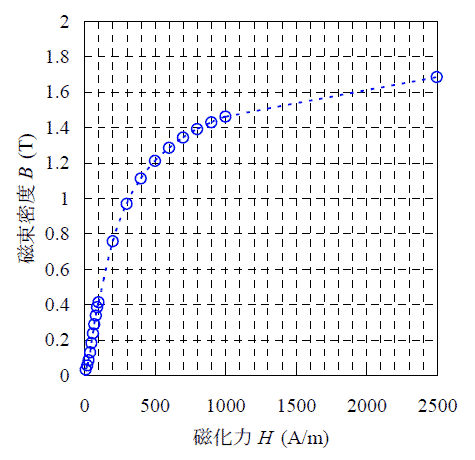
B-H曲線
-
透磁率曲線
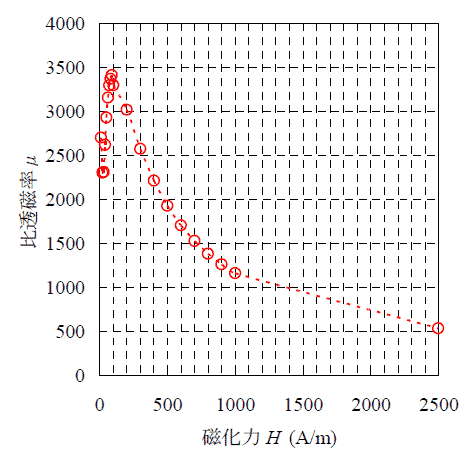
モータコア状態では打ち抜き、積層、固定など加工によって材料磁気特性であるB-H曲線や透磁率は変化しています。コア状態で磁気特性を測定・比較することにより、さらなる高効率化に向けたモータ開発・生産に役立てます。
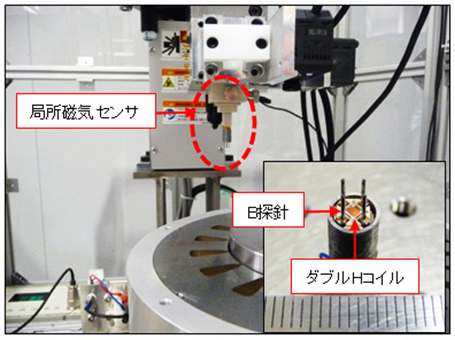
局所磁気特性可視化装置
局所磁気特性可視化装置では、電磁鋼板の磁束密度を測定するB探針(X, Y探針間3.5mm)および磁界強度を測定するダブルHコイル(2mm角)を採用した局所磁気センサを搭載しています。
局所磁気センサはCCDカメラとロボットにより精密に位置制御ができ、これまで困難だったモータコアのティース部、かしめ周辺部やトランスコアの接合周辺部など鋼板微小領域での磁気測定が可能です。また簡易的な測定メッシュから数値解析ソフトを用いた実形状測定メッシュも利用できることから製品モータなど狭くて複雑な形状でも磁気測定が可能です。
測定装置の概要
| 装置構成 | 局所磁気特性可視化装置に局所磁気センサを搭載 | |
|---|---|---|
| 測定対象 | 電磁鋼板、モータコア、トランスコア | |
| 検出系 | 局所磁気センサ | |
| 磁束密度 | B探針間距離 X軸 3.5mm、Y軸 3.5mm | |
| 磁界強度 | ダブルHコイル X軸 2mm角、Y軸 2mm角 | |
| 位置制御系 | 空間精度 ±0.01mm、角度精度 ±0.005° | |
| 測定項目 | X, Y方向の磁束密度および磁界強度 | |
| 表示機能 | 磁束密度波形、磁界強度波形、軌跡(Bx-By、Hx-Hy)、ヒステリシス曲線(Bx-Hx、By-Hy)など | |
測定事例:モータティース部の局所磁気測定
-
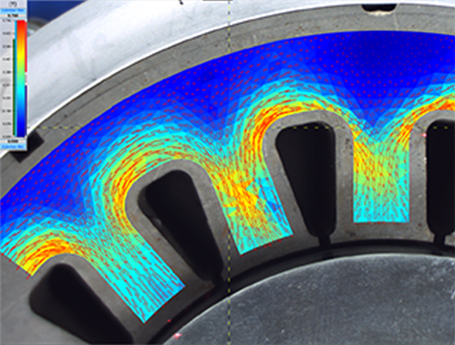
ティース部磁束密度分布 -
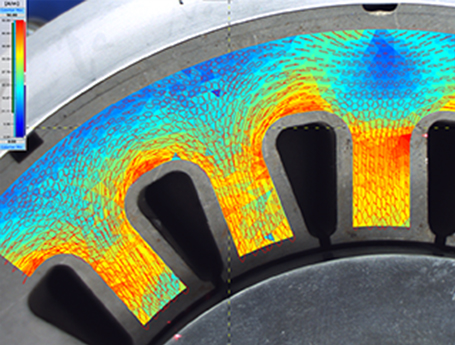
ティース部磁界強度分布
モータ適用「鉄心」の加工の影響等の評価・最適化技術
モータ加工プロセスの磁気特性への影響
電気自動車(EV)開発の加速化にともない、モータに対する高性能化・高効率化への要求がますます強くなっています。特にモータコアに使用されている電磁鋼板はモータ製造過程(打ち抜き、カシメ、溶接、接着、巻線、圧入、焼嵌め等)において磁気特性が劣化することが知られています。従来、製造工程ごとのモータコアへの磁気特性への影響を把握することは技術的に困難でした。当社では「高応力下磁気測定技術」、「磁気特性可視化技術」等の開発により、材料およびモータコアにおける各加工プロセスの磁気特性への影響を実測することを可能にしました。
マルチスリット型の座屈防止面圧機構を備えた応力磁気測定枠を新たに開発することで、最大300MPaまでの高応力下磁気測定ができます(図1)。従来技術では評価が難しい、高応力下における磁気劣化挙動が分かります(図2)。
-

図1 高応力磁気測定枠図 -
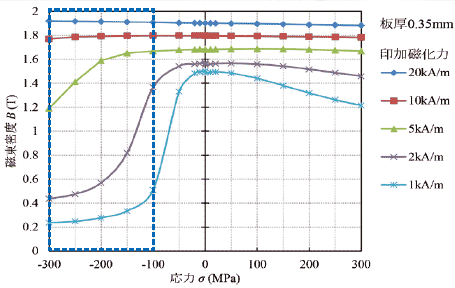
図2 電磁鋼板磁束密度の応力変化
電動車モータコアの高出力対応磁気測定技術
電動車(EV)に対する社会的な期待はますます高まっており、自動車各社は、より優れたEVの開発にしのぎを削っています。EVにとって、駆動モータは走行のための出力を担う最も重要な部品ですが、このモータには、高いトルクを出せること、エネルギーの損失が低いことが必要とされます。また一方では、占有スペースが小さいこと、軽量であることが望まれます。このようなモータの小型化実現のために、モータを高回転化し、さらに鉄心の内部に流れる磁気の量である磁束密度を高くする設計がとられます。つまり、小型・軽量化を志向したEV用の駆動モータでは、高磁束密度・高周波の条件で鉄心材料が磁化されることになります。
測定手法と測定事例
当社では、最新のEVのモータ鉄心や鉄心材料の磁気特性を正確に評価するため、従来になかったレベルの高磁束密度・高周波での鉄損測定を可能とした磁気測定手法を確立しました。交流の磁気測定においては、測定する周波数と磁束密度、鉄心断面積に比例して高い電圧が必要となります。実際のモータ鉄心を交流磁化させて測定する場合や、試験片を用いた磁気測定においても、従来の磁気測定で一般的に用いられた200Vの電源では、駆動モータの条件を再現した測定を行うことができませんでした。これに対し、当社は図1の装置において励磁電源の電圧を600Vまで高め、さらに鉄損を正確に評価するために重要となる磁束密度波形の正弦波制御を高磁束密度域に至るまで実現する方法を確立しました。これにより、図2に示すように、これまで測定できなかったEV駆動モータの広域な動作条件に対応した鉄損評価が可能になりました。
-
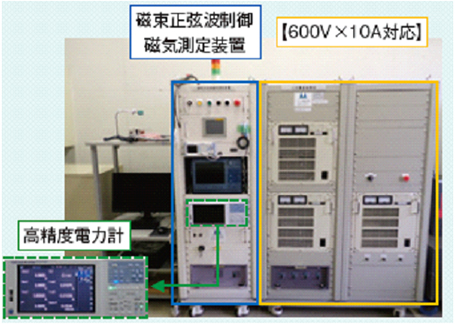
図1 大容量励磁電源(600V×10A) -
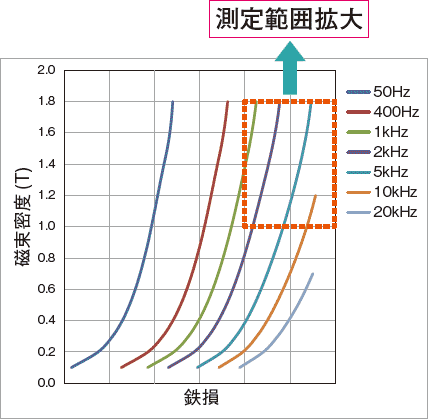
図2 高磁束密度・高周波での鉄損測定結果
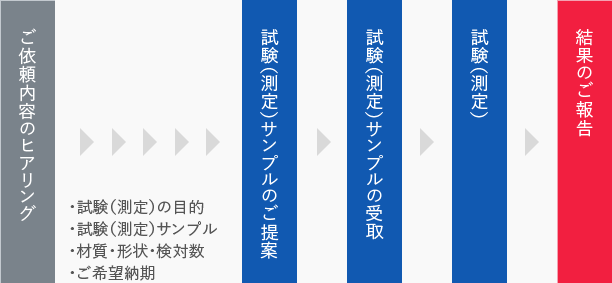
作業の流れ
関連リンク・関連記事
- 極薄ナノ結晶軟磁性材料の疲労試験 [事例集PDF]
- モータ用高飽和磁束密度(Bs)材パーメンジュールの特性評価 [事例集PDF]
- 高温における材料磁気特性の測定 [事例集PDF]
- EVモータ用材料の高磁束高周波磁気測定 [事例集PDF]
- 電磁鋼板の高応力下における磁気特性評価 [事例集PDF]
- モータコア材における加工歪・応力の評価 [事例集PDF]
- EVモータコアの高出力対応磁気測定 [事例集PDF]
- ロックインサーモグラフィによる鉄損評価 [事例集PDF]
- モーターコア材の疲労試験 [事例集PDF]
JFE-TEC Newsバックナンバー
- No.77(2023年10月)補助ヨークを用いたモータコア特性評価
- No.68-2(2021年07月)電動車モータコアの高出力対応磁気測定技術
- No.57(2018年10月)モータ適用「鉄心」の加工の影響等の評価・最適化技術
このページに関する
お問い合わせはこちらから
- JFEテクノリサーチ株式会社 営業総括部
- 0120-643-777

